


 (203) 753-2114
(203) 753-2114  (203) 756-5489
(203) 756-5489
Throwaway Insert Holders Dovetail Style and Circular Style
STA Dav.Dovetail Holder
EQUIP ALL YOUR MACHINES WITH QUICK CHANGE INSERT FORM TOOL HOLDERS FOR AS LITTLE AS $85.00 EACH!!!
Exclusive Features
- Choose from full-width holder for parts up to 1-1/4" long or L-style holders for parts up to 3/4" long that require working close to the spindle or clearance for tools on the turret or tool spindle.
- Same holder can accomodate part forms up to 1/2" depth of cut (3/8" depth of cut for Davenports).
- Uses simple but rugged backup ANVIL (No need for expensive tailor made screwed on anvils).
- Ideal for Datum Point applications.
- Integral insert clamp and screw make it easy to install inserts.
- Dovetail holders available for Davenport, Acme, New Britain and CNC machines.
- Choice of 0° or 5° top rake angles for cutting of ferrous and non-ferrous metals.
- Compact and rigid one-piece body design.
- Pin locating system within +/- .001".
- Keyed inserts make it impossible to mistakenly use a 0° insert on a 5° holder, or a 5° insert on a 0° holder.
|
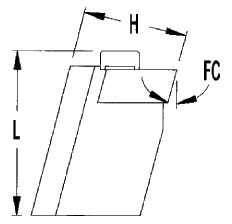
Dovetail-Style Holders |
||||||||||
|
Fits Holder |
Dovetail |
Front Clearance Angle (FC) |
H |
L |
Max Depth of Cut |
Max Width of Cut |
Top Rake Angle |
Catalog # |
Insert |
Spacer |
| 5/8" | 0.951 | 12° | 1.42 | 2-1/4" | 1/2" | 1-1/4" | 0° | STA-5/8-0 | STAI-128-3 | STAS-3/8-2 |
| 5° | STA-5/8-5 | |||||||||
| 3/4" | 0° | STA-5/8-0L | STAI-103-2 | STAS-3/8-3 | ||||||
| 5° | STA-5/8-5L | |||||||||
| 1-1/4" | 1.882 | 12° | 1.66 | 2-1/4" | 1/2" | 1-1/4" | 0° | STA-1-1/4-0 | STAI-128-3 | STAS-3/8-2 |
| 5° | STA-1-1/4-5 | |||||||||
| NBG | 1.253 | 12° | 1.66 | 2-1/4" | 1/2" | 1-1/4" | 0° | STA-1.253-0 | STAI-128-3 | STAS-3/8-2 |
| 5° | STA-1.253-5 | |||||||||
| 3/4" | 0° | STA-1.253-0L | STAI-103-2 | STAS-3/8-3 | ||||||
| 5° | STA-1.253-5L | |||||||||
| NBG | 1.827 | 12° | 1.66 | 2-1/4" | 1/2" | 1-1/4" | 0° | STA-1.827-0 | STAI-128-3 | STAS-3/8-2 |
| 5° | STA-1.827-5 | |||||||||
| DAV | 0.951 | 10° | 1.215 | 1-1/2" | 3/8" | 1-1/4" | 0° | STA-DAV-10-0 | STAI-128-1 | STAS-1/4-1 |
| 5° | STA-DAV-10-5 | |||||||||
| 3/4" | 0° | STA-DAV-10-0L | STAI-103-1 | STAS-1/4-4 | ||||||
| 5° | STA-DAV-10-5L | |||||||||
| DAV | 0.951 | 12° | 1.215 | 1-1/2" | 3/8" | 1-1/4" | 0° | STA-DAV-12-0 | STAI-128-1 | STAS-1/4-1 |
| 5° | STA-DAV-12-5 | |||||||||
| 3/4" | 0° | STA-DAV-12-0L | STAI-103-1 | STAS-1/4-4 | ||||||
| 5° | STA-DAV-12-5L | |||||||||
|
Circular-Style Holders |
||||||||
|
Fits Holder |
Diameter |
Catalog # |
Top Rake Angle |
Max Width of Cut |
Max Depth of Cut |
Center Offset |
Insert |
Spacer |
| 00 | 1.75 | STA-00-C-0 | 0° | 1" | 1/4" | 1/8" | STAI-103-3 | STAS-1/4-5 |
| STA-00-C-5 | 5° | |||||||
| 0 | 2.25 | STA-0-C-0 | 0° | 1-1/4" | 1/2" | 5/32" | STAI-128-4 | STAS-1/4-2 |
| STA-0-C-5 | 5° | STAS-1/4-3 | ||||||
| 2 | 3.00 | STA-2-C-0 | 0° | 1-1/4" | 5/8" | 1/4" | STAI-128-1 | STAS-3/8-1 |
| STA-2-C-5 | 5° | STAI-128-2 | STAS-3/8-2 | |||||
| Dav | 2.00 | STA-DAV-C-0 | 0° | 1-1/4" | 3/8" | 1/8" | STAI-128-1 | STAS-1/4-1 |
| STA-DAV-C-5 | 5° | STAI-128-2 | ||||||
Formed Inserts to Your Print
Send us a print for a prompt quote!
For Those with EDM Facilities
- Insert Blanks & Spacers are available for EDMing in your plant.
Blanks are available in micrograin carbide, C2, 76PM, HSS and MAXAMET - EDM your inserts in house-save money - expedite delivery!
- STA-EDM Fixture for EDMing inserts available.
- Fixture can hold 10 inserts.
| Catalog # | Included Angle | Front Clearance Angle | Top Rake Angle |
| STA-EDM-10 | 10 | 10 | 0 |
| STA-EDM-12 | 12 | 12 | 0 |
| STA-EDM-15 | 15 | 10 | 5 |
| STA-EDM-17 | 17 | 12 | 5 |